+86-15052135118
+86-15052135118 


 İletişime Geçin
İletişime Geçin

Paslanmaz Çelik Vidalarda Yüksek Performanslı Ortağı Ne Tanımlar?
Alıcı Öncelikleri ve “Yetenek”in Gerçek Anlamı
Yüksek performanslı paslanmaz çelik vida ortağı, yalnızca soğuk başlıklara ve diş silindirlerine sahip bir tesis değildir; maliyet, teslimat ve uyumluluğu dengelerken çizimleri ve hedef tork değerlerini istikrarlı, tekrarlanabilir çıktıya dönüştürebilen bir kuruluştur. Bir aradığınızda gelenek paslanmaz çelik vida üreticisi OEM projeleri için , sonuçta ürününüzün yaşam döngüsü boyunca öngörülebilir performans satın alıyorsunuz. Bu nedenle yetenek beş eksende denetlenmelidir: süreç kararlılığı, metalurji bilgisi, kalite sistemi olgunluğu, mühendislik işbirliği ve tedarik güvenilirliği. Uzun vadeli ödüller kazanan satıcılar, işlevler arası ekipleri erkenden hizalama, üretilebilirlik geri bildirimlerini proaktif bir şekilde paylaşma ve her değişikliği çiziminizin kontrollü bir revizyonuyla belgeleme eğilimindedir; böylece denetim izleri temiz ve izlenebilir kalır.
İlk PO Öncesi Riski Azaltan Sinyaller
Risk göstergeleri genellikle küçük ayrıntılarda ortaya çıkar: tolerans yığılmasının kavrandığını gösteren notlardan alıntı yapmak; halihazırda kimyasal bileşim, sertlik ve tuz spreyi verilerini içeren örnek sertifika paketleri; ve iyimser vaatler yerine gerçekçi teslim süreleri. Gönüllü olarak alternatifler öneren (örneğin, korozyon direncini 304'e yakın tutarken ince sacda gelişmiş diş oluşturma için 305'i öneren) bir ortak, genellikle sahada karşılaşacağınız ödünleşimleri anlar. Bu, özellikle lansman hacimlerinin arttığı ve erken geri dönüşlerin en aza indirilmesi gerektiği durumlarda önemlidir. Yalnızca fiyat sunan tedarikçiler yerine, ilerleme hızı, yuvarlanma basıncı ve yağlama kontrolü aralığı da dahil olmak üzere süreç pencerelerini açıklayan tedarikçileri arayın.
Özelleştirme Ekonomiyi Nasıl Değiştirir?
Özelleştirme, parçaları birleştirdiğinde, montaj adımlarını azalttığında veya saha performansını iyileştirdiğinde değeri artırır, ancak takımlama ve kalifikasyonda sabit maliyetler ekler. Sağ gelenek stainless steel screw manufacturer for OEM projects Başabaş hacimlerini ölçecek, takımları sorumlu bir şekilde amorti edecek ve pilot hatlarla üretim öncesi yapıları destekleyecek. Düşük ila orta hacimler için modüler takımlar ve esnek kurulumlar ünite ekonomisini kontrol altında tutar; daha büyük hacimler için özel kalıplar ve otomatik sıralama hem maliyet hem de kalite avantajı sağlar. Ortağınız, herkese uyan tek bir yaklaşım yerine uygulamanızın risk profiline dayalı olarak kritik çaplar için %100 optik sınıflandırma veya girinti bütünlüğü için tork tahrik testi gibi denetim stratejileri önermelidir.
Bugün Kullanabileceğiniz Kontrol Listesi
- Boyut düzeni, malzeme sertifikaları ve süreç yeterlilik endekslerini içeren örnek bir PPAP benzeri dosya isteyin.
- Yazılı DFM notlarını ve artıları ve eksileri olan iki alternatif malzeme/süreç seçeneğini isteyin.
- Tedarikçinin partileri serileştirme ve kablo ısı numaralarına kadar izlenebilirlik sağlama becerisini doğrulayın.
- Düzeltici faaliyetlerin kanıtlarla (fotoğraflar, yeni göstergeler, revize edilmiş kontrol planı) kapatıldığını doğrulayın.
Malzeme Sınıfları, Korozyon Davranışı ve Kullanım Durumu Haritalaması
Not Seçimi Katalog Satırının Ötesinde Neden Önemlidir?
Bağlantı elemanlarında kalite seçimi, arıza modlarını ilk montajdan çok önce tanımlar. A deniz sınıfı 316 paslanmaz vida tedarikçisi Klorür açısından zengin ortamlarda çukurlaşma direncini ve çatlak korozyonunu vurgulayacak, otomotiv iç uygulamalarında ise sürtünme kontrolü ve kozmetik kaplamaya öncelik verilebilir. 304 ve 316 gibi östenitik kaliteler mükemmel genel korozyon direnci ve iyi şekillendirilebilirlik sunar; 410 gibi martensitik kaliteler daha yüksek mukavemet ve daha iyi delme noktası sertleşebilirliği sağlar ve çift yönlü seçenekler, şekillendirme ve kaynak karmaşıklığı etrafındaki uyarılarla birlikte hem güç hem de klorür direnci sunar. Seçiminiz belirli bir ortama dayanmalıdır: sıcaklık döngüsü, klorüre maruz kalma, stres seviyeleri ve çiftleşme malzemeleriyle galvanik çiftler.
Yaygın Paslanmaz Seçeneklerini Sade Dilde Karşılaştırma
304 ile karşılaştırıldığında 316, molibden ilavesi nedeniyle klorürlere karşı daha iyi direnç gösterir, bu da denizcilik donanımındaki hakimiyetini açıklar; ancak 316 genellikle daha pahalıdır ve iş sertleştirmesinde biraz daha zordur. Buna karşılık 410, delme uygulamalarında daha yüksek kesme kuvveti için sertleştirilebilir ancak korozyon direncinden ödün vererek iç mekan veya kaplamalı ortamlar için daha uygun hale gelir. Dubleks kaliteler, mukavemet ve çukurlaşma direnci açısından 316'dan daha iyi performans gösterebilir, ancak şekillendirmeyi karmaşık hale getirebilir ve ısıl işlem ve dekapaj sırasında dikkatli kontrol gerektirebilir ve bunu her atölye ekonomik olarak gerçekleştiremez.
| Seviye | Aile | Tipik Güç | Korozyon Davranışı | Tipik Kullanımlar |
| 304 | östenitik | İyi çekme, orta sertlik | Genel amaçlı, iyi genel direnç | Ev aletleri, mimari, genel donanım |
| 316 | östenitik | 304'e benzer | Üstün klorür oyulma direnci | Denizcilik, kimyasal işleme, kıyı yapıları |
| 410 | Martensitik | Sertleştirilebilir; yüksek kesme | Daha düşük korozyon direnci | Kendiliğinden delme noktaları, iç montajlar |
| 2205 Dubleks | Dubleks | Yüksek mukavemet | Mükemmel klorür direnci | Açık deniz, pompalar, yüksek yüklü armatürler |
Saflaştırma, Pasivasyon ve Yüzey İşlemleri
Paslanmaz vidalarda sık karşılaşılan bir saha sorunu, benzer alaşımların yük altında sıkıştığı sürtünmedir. Önleyici tedbirler arasında kontrollü yağlama altında diş açma, farklı somun malzemeleri kullanma ve sürtünmeyi azaltan son kat uygulamaları yer alır. Pasivasyon, serbest demiri uzaklaştırır ve krom açısından zengin oksit tabakasını eski haline getirir; elektro-parlatma mikro pürüzleri düzeltir; kuru film yağlayıcılar montaj torku değişimini azaltır. Bilgili deniz sınıfı 316 paslanmaz vida tedarikçisi molibden içeren kalitelerle uyumlu pasivasyon kimyasını belirleyecek ve bağlantı çalışmaları kelepçe yükünde yüksek dağılım gösterdiğinde montaj yağlayıcıları veya kaplamaları önerecektir.
Pratik Seçim İpuçları
- Çevrenin haritasını çıkarın: klorürler, pH, sıcaklık ve galvanik çiftler; ona göre notu seç.
- Servis koşullarınıza uygun tuz spreyi veya daha iyisi döngüsel korozyon verilerini talep edin.
- Kelepçe yükü tutarlılığını ölçmek için yağlayıcılı ve yağsız tork-gerilim eğrilerini tanımlayın.
Filmaşinden Bitmiş Parçaya: Süreçler, Standartlar ve Kalite Güvencesi
Süreç Akışı ve Neden Önemlidir?
Bir değerlendirirken ISO sertifikalı paslanmaz bağlantı elemanı fabrikası , uçtan uca akışı inceleyin. Kalite, eşit soğuk şekillendirme tepkisi sağlamak için tel seçimi ve küreselleştirme ile başlar, daha sonra kafayı oluşturmak için soğuk şekillendirme, işlenerek sertleştirilmiş dişler oluşturmak için diş çekme, gerektiğinde delme veya sivriltme, martensitik kaliteler için ısıl işlem ve tamburlama, pasivasyon ve ayırma gibi son işlemlere geçer. Her aşamada izlenmesi ve kaydedilmesi gereken kritik girdiler (tel çapı toleransı, ilerleme hızı, merdane kalıbı hizalaması, fırın atmosferi ve banyo kimyası) bulunur. Fabrikanın kontrol planı bu girdileri çiziminizde görünen CTQ'lara (kritik-kalite özellikleri) bağlamalı ve ölçüm sistemi analizi, ölçüm cihazlarının ve görsel denetim sistemlerinin güvenilir olduğunu kanıtlamalıdır.
Standartlar, Dokümantasyon ve İzlenebilirlik
Birinci sınıf tesisler, tanınmış standartları belgeliyor ve denetime hazır izlenebilirliği sürdürüyor. Boyut bilgilerinin ISO 898, ISO 3506 veya eşdeğer paslanmaz bağlantı elemanı normlarına uygun olmasını, dişlerin ise pazarınıza bağlı olarak ISO metrik veya Birleşik standartlara uymasını bekleyin. Bir ISO sertifikalı paslanmaz bağlantı elemanı fabrikası bu normları, gelen incelemeyi, süreç içi SPC'yi, son doğrulamayı ve kök neden analiziyle düzeltici eylemlere ilerleyen uygunsuzluk prosedürlerini içeren sağlam bir KYS ile tamamlayacak. Her lot, ısı numaralarına kadar izlenebilir olmalı ve kayıtlar, ürününüzün kullanım ömrü boyunca ve ihtiyaç duyduğunuz düzenleyici tampon boyunca saklanmalıdır.
Süreç Yeteneği ve Otomatik Sıralama
Diş büyük/küçük çapları, kafa yükseklikleri ve girinti kalitesi gibi kritik özelliklerde minimumlarınızı aşan Cp/Cpk değerlerinde istikrarlı üretim ortaya çıkar. Otomatik 360 derecelik görüş sistemleri uzunluk, salgı, iplik kusurları ve girinti dolgusunu ayıklayabilir ve karışık malzemeleri girdap akımı veya lazer yöntemleriyle tarayabilir. Yüksek riskli bağlantılar için (güvenlik açısından kritik montajları düşünün) maliyeti artırsa bile %100 sıralama haklıdır; genel donanım için örnekleme planları yeterli olabilir. Doğru iş ortağı, birim fiyatları şişirmeden hattınızı koruyan stratejiyi seçer.
Tipik Süreç ve Kontrol Karşılaştırması
Tek başına manuel numune almayla karşılaştırıldığında, otomatik optik sınıflandırma, çapaklardan ve girinti kusurlarından kaçmayı önemli ölçüde azaltırken, fırın tarifi kontrolü öncelikle sertliği ve dolayısıyla kesme performansını stabilize eder. Aşağıdaki tablo, yatırımları önceliklendirebilmeniz için kontrollerin sonuçlarla nasıl eşleştirildiğini özetlemektedir.
| Kontrol | Ana Amaç | Birincil Fayda | Ne Zaman Kullanılmalı |
| Gelen Tel Spektro Kontrolü | Kimyayı doğrulayın | Alaşım karışımlarını önler | Tüm partiler, özellikle çok dereceli bitkiler |
| Başlık SPC'si | Kafa yüksekliğini/çapını izleyin | Stabil koltuk ve sürüş bağlantısı | Yüksek tork uygulamaları |
| İplik Yuvarlama Ölçer | Hatve ve çap kontrolü | Tutarlı kelepçe yükü | Tüm dişli parçalar |
| Isıl İşlem Kaydedici | Zaman/sıcaklık/günlükler | Tahmin edilebilir sertlik | Martensitik/duplex parts |
| Optik Sıralama | Görme kusuru taraması | Daha düşük PPM kaçıyor | Güvenlik açısından kritik veya kozmetik parçalar |
Mühendislik Özelleştirmesi: Kendiliğinden Dokunan Tasarımlar için Dişler, Noktalar, Başlıklar ve DFM
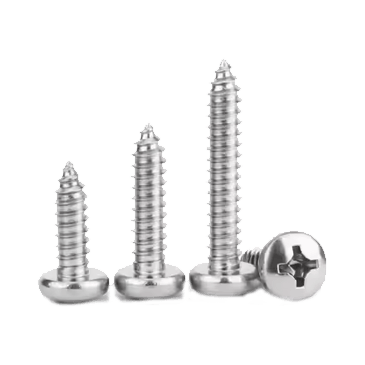
Kendiliğinden Vuculan Vidalar için Tasarım Hususları
Sac levhaya, plastiğe veya ahşaba hızlı montaj gerektiren uygulamalar, yerinde güvenilir dişler oluşturmak için nokta geometrisine, diş profiline ve yüzey durumuna dayanır. Yetenekli kendi kendine dokunma paslanmaz çelik vida yapımcı alt tabakanın kalınlığına ve sertliğine bağlı olarak diş açma ve diş açma stilleri önerecek, sıyrılmayı kontrol eden pilot delik boyutlarını belirleyecek ve aşınmayı en aza indirecek kaplamalar önerecek. Kafa seçimi (tava, havşa başlı, altıgen rondela veya özel formlar) sürücü erişimine ve gereken yatak alanına uygun olmalıdır ve girinti seçimi (Phillips, Torx tarzı, altıgen soket) saha koşulları altında tork kapasitesi ile kam çıkışı davranışını dengeler.
Diş Standartları ve Eklem Davranışı
Diş geometrisi tork-gerginlik eğrilerini belirler ve bu da kelepçe yükü tutarlılığını ve saha güvenilirliğini belirler. İnce adımlı dişler kelepçe hassasiyetini artırabilir ancak acele montajda çapraz diş açma riski taşır; kaba dişler ahşapta yerleştirmeyi hızlandırır ve döküntü toleransını artırır. Mühendisler, arızaya kadar sürücü ve minimum kelepçe gereklilikleri arasında bir güvenlik marjını hedefleyerek, aletli sürücüleri kullanarak tork pencerelerini ampirik olarak doğrulamalıdır. Bir ile çalışmak kendi kendine dokunma stainless steel screw producer Pilot çalışmaları yürütebilen ve veri paylaşabilen bir platform, bu pencerelerin yayınlanmadan hemen önce alınması için çok önemlidir.
Konu ve Nokta Seçimlerini Karşılaştırma
Diş açma tasarımlarıyla karşılaştırıldığında, diş açma vidaları sürüş torkunu azaltır ancak elektronik aksamı engelleyen talaşların dökülmesine neden olabilir; tersine, şekillendirme stilleri, daha yüksek tahrik torku talep ederken, sünek alt tabakalarda daha güçlü dişi dişler üretir. Ahşapta, derin kaba iplikler agresif bir şekilde ısırır, ancak pilot delikler dikkatli bir şekilde boyutlandırılmadığı takdirde kırılgan türleri parçalayabilir.
| Tip | En İyi Yüzeyler | Avantajları | Hususlar |
| İplik Oluşturma | Sünek metaller, plastikler | Güçlü iç dişliler; cips yok | Daha yüksek tahrik torku; sinir bozucu risk |
| İplik Kesme | Daha sert metaller | Daha düşük tahrik torku | Cips üretir; izin gerekiyor |
| Kendiliğinden Sondaj | Çelik sac | Tek adımda delme ve kılavuz çekme | Nokta sertliği kontrolü kritik |
| Ağaç Vidaları | Yumuşak/sert ahşap | Yüksek çekme; hızlı sürüş | Bölünmeyi önlemek için pilot boyutlandırma |
DFM ve Pilot Yapı Uygulamaları
- Kontrollü parametre değişiklikleri (başlık yağı, silindir basıncı) ile 1-2 lotluk pilot çalıştırmalar talep edin ve tork verilerini karşılaştırın.
- Görsel "doldurma" kriterleri ve sürücü ucundaki maksimum yalpalama dahil olmak üzere girinti mastarı kabulünü belirtin.
- Isıyı noktada dengelemek ve öfke kaybını önlemek için kendi kendine delme çeşitleri için kılavuz çekme veya delme hızını belgeleyin.
Tedarik Başucu Kitabı: Minimum Sipariş Adedi, Teslimat Süreleri, Paketleme ve Küresel Teslimat
Hacim Ekonomisi ve Envanter Stratejisi
Uygulamada, sipariş büyüklüğü yalnızca birim maliyeti değil aynı zamanda mevcut kalite seçeneklerini ve denetim yoğunluğunu da etkiler. Odaklanmış bir tedarikçi toplu paslanmaz çelik ağaç vidaları toptan satış genellikle yarı mamul durumdaki popüler boyutları korur ve bir genel sipariş verdiğinizde daha hızlı dönüşüm sağlar. Taşıma maliyetini hat kesintisi riskiyle dengelemek için tüketim tahminlerine bağlı çift bölmeli veya VMI stratejileri sizi mevsimsellikten koruyabilir. Bir çerçeve anlaşmaya göre düzenli aylık çağrılar yaparak tesisteki kullanımı kolaylaştırabilirsiniz; bu da sizi daha iyi fiyatlandırma ve dar pazarlarda öncelik konusunda konumlandırır.
Paketleme, Kitleme ve Korozyon Koruması
Paketleme sonradan akla gelen bir düşünce değildir; saha performansını doğrudan etkiler. Kuru, yağsız ambalaj, temiz montaj ortamlarını desteklerken, buhar fazı inhibitörleri ve kurutucular deniz taşımacılığı sırasında parçaları korur. Kıyı projeleri için deniz sınıfı 316 paslanmaz vida tedarikçisi nem testiyle doğrulanmış ambalaj önermeli ve raf ömrüne ilişkin rehberlik sağlamalıdır. Montaj istasyonuna göre kit oluşturma, toplama hatalarını azaltır ve hat dengesini basitleştirir ve net parti etiketlerine sahip iç kutular, deponuz boyunca izlenebilirliği korur. Global olarak gönderim yapıyorsanız, karton boyutlarını palet ayak izlerine uyacak şekilde standartlaştırın ve çıkıntının neden olduğu hasarları azaltın.
Uyumluluk, Dokümantasyon ve İletişim Temposu
Düzenlemeye tabi sektörler tam uyumluluk dokümantasyonu beklemektedir: RoHS, REACH ve malzeme testi raporlarının yanı sıra ihtiyaç duyduğunuz sektöre özel beyanlar. Bir kurumun idari olgunluğu ISO sertifikalı paslanmaz bağlantı elemanı fabrikası temiz sertifikalarda, tutarlı biçimlendirmede ve arşivlenmiş kayıtlara hızlı erişimde kendini gösterir. Sapmaların erkenden ortaya çıkması ve minimum kesintiyle çözülmesi için bir iletişim temposu (rampa sırasında haftalık üretim güncellemeleri, stabilizasyon sonrasında aylık QBR'ler) oluşturun. Bir sapma meydana geldiğinde, tek başına geçici kontrol altına almak yerine, doğrulanmış etkinlik kontrolleriyle yapılandırılmış problem çözümünde ısrar edin.
Küresel Lojistik Karşılaştırması
Hava taşımacılığıyla karşılaştırıldığında, okyanus konsolidasyonu kilogram başına maliyeti önemli ölçüde azaltır ancak teslim süresini uzatır; intermodal seçenekler her ikisini de dengeleyebilir. Seçim, fırlatmanın aciliyetine, mevcut güvenlik stoğuna ve hattı durdurmanın ceza maliyetine bağlıdır. Tablo, kararınızı çerçevelemek için yapılması gerekenleri özetlemektedir.
| Yöntem | Geçiş Süresi | Maliyet | Risk | Kullanım Örneği |
| Hava Taşımacılığı | Hızlı | Yüksek | Düşük hasar, kapasite dalgalanmaları | Lansmanlar, acil kıtlıklar |
| Okyanus LCL | Orta ila Yavaş | Düşük | Riskin ele alınması, program değişkenliği | Maliyet-sensitive, flexible timelines |
| Okyanus FCL | Ilıman | Düşüker per unit | Rezervasyon yapıldıktan sonra stabil | Sabit, büyük hacimler |
| Demiryolu/Intermodal | Ilıman | Orta | Rotaya bağlı | Mevcut olduğunda iç koridorlar |
Paslanmaz Partnerinizi İncelemek ve Seçmek İçin Uygulanabilir Adımlar
İddiaları Değil Kanıtları Kullanan Kısa Liste
Bir filtre uygulayarak başlayın gelenek paslanmaz çelik vida üreticisi OEM projeleri için istek üzerine tork-gerginlik verileri, arıza analiz raporları ve PPAP tarzı belgelerle anonimleştirilmiş vaka çalışmaları sağlayabilir. Talepleri örnek sertifikalarla çapraz kontrol edin ve sizin rolünüzü yerine getirecek ekipmanın fotoğraflarını veya videolarını isteyin. Görünür bir takometre ile iş parçacığı yuvarlamayı gösteren basit bir video, süreç kontrolü hakkında size genel pazarlama dilinden çok daha fazlasını anlatır.
Teknik Yeterliliği ve Ticari Denemeyi Paralel Olarak Çalıştırın
Ticari motoru aynı anda test ederken mühendislik uyumunu (malzeme, geometri, kaplama) değerlendirin: teklif doğruluğu, yanıt verme yeteneği ve zamanında numune teslimatı. A kendi kendine dokunma stainless steel screw producer Tutarlı pilot partileri art arda iki kez sevk edebilen bir işletmenin üretimde başarılı olma ihtimali, bir kez göz kamaştıran ve daha sonra tökezleyen bir atölyeye göre çok daha yüksektir. Tork pencereleri, görsel limitler ve paketleme özellikleri de dahil olmak üzere kabul kriterlerini önceden belirleyin ve bunları dürüstçe ölçün.
Standartları Kilitleyin, Sonra Ölçeklendirin
Ölçeklendirmeden önce spesifikasyonları ve kontrol planlarını bir ISO sertifikalı paslanmaz bağlantı elemanı fabrikası Gösterge Ar-Ge sonuçları ve örnekleme frekansları dahil. Kıyı veya kimyasal tesisler için güvenilir bir kuruluşla ilişkinizi sürdürün. deniz sınıfı 316 paslanmaz vida tedarikçisi kritik SKU'lar için ve döşeme gibi sezonluk ürünlerde tampon stok bulundurun. toplu paslanmaz çelik ağaç vidaları toptan satış fiyatlar artan stokları haklı çıkarmaktadır. Standartlar kilitlendiğinde ve veriler istikrarı kanıtladığında, ölçeklendirme bir kumar olmaktan ziyade bir planlama egzersizi haline gelir.
Ödül Öncesi Nihai Kontrol Listesi
- Revizyon kontrolü ve karşılıklı olarak kabul edilen CTQ'lar ile imzalanmış ve tarih atılmış çizimler.
- Pasifleştirme yöntemi ve yağlayıcılar da dahil olmak üzere malzeme ve yüzey özellikleri.
- Parti etiketlemesi, iç/dış miktarları ve paletleme kuralları ile paketleme özellikleri.
- PPAP seviyesini (veya eşdeğerini), sıralama kriterlerini ve PPM hedeflerini kapsayan kalite anlaşması.
- Mühendislik, kalite ve lojistik için adlandırılmış ilgili kişileri içeren yükseltme yolu.